





Tuoteneuvonta
Sähköpostiosoitettasi ei julkaista. Pakolliset kentät on merkitty *


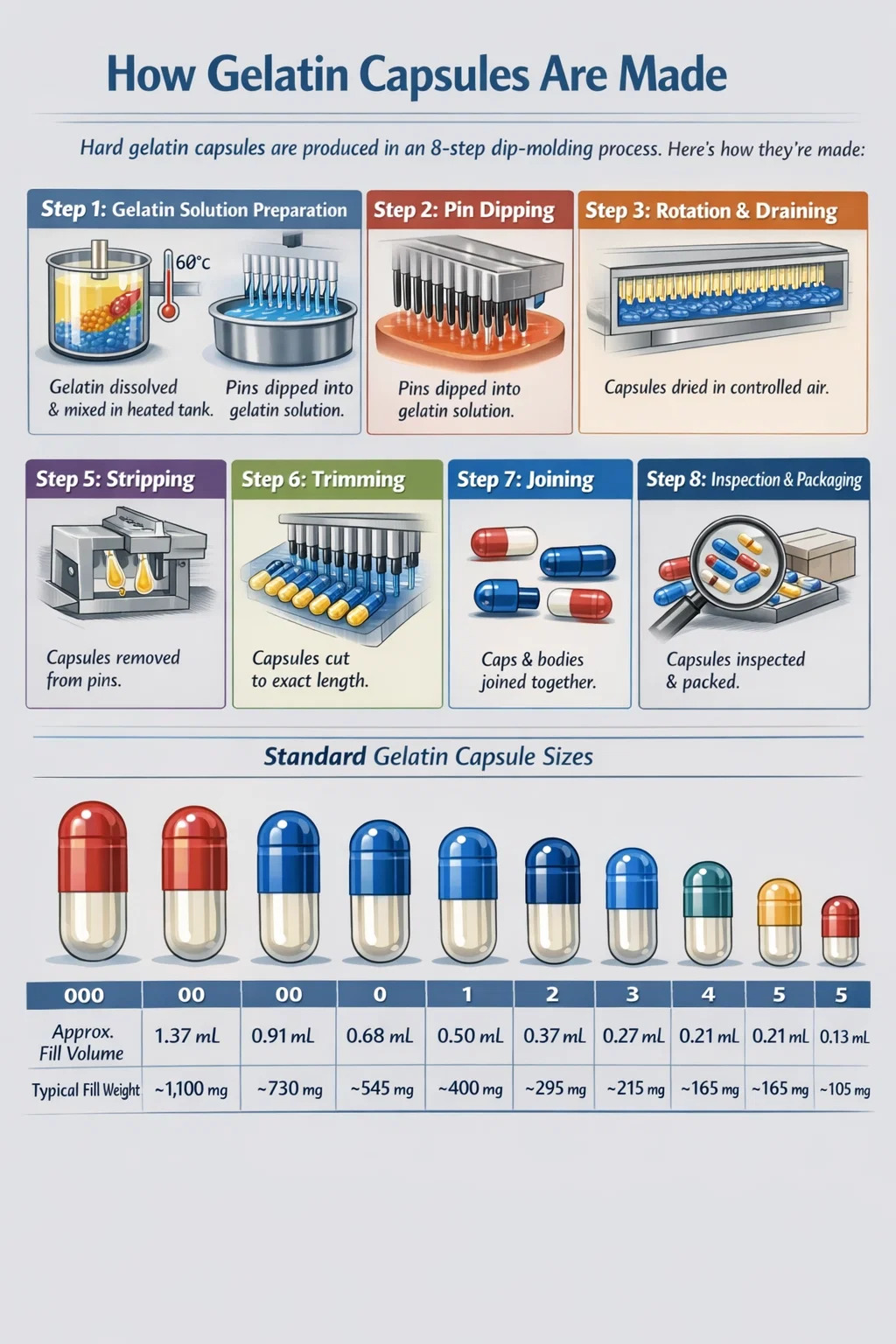
Kapselit – erityisesti gelatiinikapselit – valmistetaan upotusmuovausprosessilla, jossa tarkasti suunnitellut ruostumattomasta teräksestä valmistetut tapit upotetaan lämpötilasäädeltyyn gelatiiniliuokseen, vedetään pois, kuivataan, kuoritaan, leikataan ja yhdistetään valmiin kuoren muodostamiseksi. Tämä prosessi koskee kovat gelatiinikapselit (HGC) , jotka muodostavat noin 70–75 % kaikista maailmanlaajuisesti valmistetuista kapseleista. Pehmeät gelatiinikapselit (softgels) noudattavat erilaista pyörivää suulakekapselointimenetelmää, jossa kuori ja täytemateriaali muodostetaan samanaikaisesti.
Kovien gelatiinikapseleiden koko valmistussykli – nastan upottamisesta valmiiseen kuoreen – kestää yleensä 45-50 minuuttia eräjaksoa kohden modernilla automatisoidulla linjalla yhdellä tuotantokoneella, joka pystyy tuottamaan yli miljoona kapselin kuorta tunnissa. Tämän prosessin ymmärtäminen on välttämätöntä lääkevalmistajille, ravitsemustuotteille, apteekeille ja kaikille, jotka hankkivat tai arvioivat kapselimateriaaleja.
Gelatiinikapseli on kuori, joka on valmistettu pääasiassa gelatiinista - proteiinista, joka on peräisin kollageenin osittaisesta hydrolyysistä, joka on peräisin eläinten luista, nahoista ja sidekudoksesta, yleisimmin nauta- tai sikaperäisestä. Kuori liukenee sisällä oleviin mahanesteisiin 3-10 minuuttia vapauttaa sen sisällön tehokkaasti ruuansulatusjärjestelmään.
Gelatiinikapselit hallitsevat lääke- ja lisäravinteiden markkinoita useista mitattavissa olevista syistä:
Kaupallisessa tuotannossa on olemassa kahta ensisijaista gelatiinikapseleita: kovat liivatekapselit ja pehmeät liivatekapselit. Niiden valmistusprosessit ovat pohjimmiltaan erilaisia, ja niiden sovellukset heijastavat näitä eroja.
Ennen tuotantoprosessin tarkastelua on välttämätöntä ymmärtää syöttömateriaalit, jotka määrittävät suoraan kuoren laadun, liukenemissuorituskyvyn ja säädöstenmukaisuuden.
Kapselituotannossa käytettävän farmaseuttisen luokan gelatiinin on täytettävä Yhdysvaltojen farmakopeassa (USP), Euroopan farmakopeassa (Ph. Eur.) ja Japanin farmakopeassa (JP) määritellyt vaatimukset. Keskeisiä laatuparametreja ovat:
Puhtaat gelatiinikuoret olisivat liian hauraita käytännölliseen käsittelyyn. Pehmittimiä lisätään joustavuuden lisäämiseksi. Kovissa kapseleissa pehmitinpitoisuus pidetään minimaalisena (alle 1–2 %). Pehmeissä gelatiinikapseleissa pehmitinpitoisuus on paljon korkeampi - tyypillisesti 20–30 % kuoren koostumuksesta . Yleisin pehmitin on glyseriini, ja sorbitolia käytetään kosteusherkissä sovelluksissa.
Titaanidioksidia käytetään opasteena estämään valoherkkien täytemateriaalien valon hajoaminen. Hyväksytyt väriaineet (FD&C-värit, rautaoksidit, luonnolliset pigmentit, kuten annatto tai karmiini) lisätään gelatiiniliuokseen ennen kastelua. Yksi kapselin kuori voi sisältää 0,01 - 2 paino-% titaanidioksidia vaaditusta opasiteettitasosta riippuen.
Puhdistettu vesi (täyttää USP- tai Ph. Eur. -standardit) on ensisijainen liuotin gelatiinin liuottamiseen. Dippauksessa käytetty gelatiiniliuos sisältää tyypillisesti 30-40 % w/w gelatiinikiintoainetta liuotettuna veteen , pidetään 50–60 °C:ssa liuoksen pitämiseksi sopivassa viskositeetissa kastamista varten.
Jotkut valmistajat lisäävät gelatiinimassaan pienipitoisuuksia antimikrobisia säilöntäaineita, kuten rikkidioksidia (SO₂), estääkseen mikrobikontaminaation käsittelyn aikana. Sallittu määrä valmiissa gelatiinissa on tyypillisesti enintään 50 mg/kg per Ph. Eur. tekniset tiedot.
Kovien gelatiinikapselikuorten valmistus seuraa tiukasti kontrolloitua vaihesarjaa. Jokainen vaihe tapahtuu automaattisen kapselinvalmistuskoneen erillisessä osassa (kuten Capsugelin, ACG:n tai Qualicapsin valmistamissa). Tässä on yksityiskohtainen erittely kustakin vaiheesta:
Farmaseuttiset gelatiinirakeet punnitaan ja liuotetaan puhdistettuun veteen käyttämällä vaipallista sekoitusastiaa, jossa on kontrolloitu kuumennus. Ratkaisu tuodaan 60-70°C jatkuvasti sekoittaen 2–4 tuntia, kunnes se on täysin homogeeninen. Tässä vaiheessa lisätään väriaineita, sameusaineita ja kaikkia apuaineita. Lopullisesta liuoksesta poistetaan kaasut tyhjiössä ilmakuplien poistamiseksi, jotka muutoin aiheuttaisivat reikiä valmiiseen kuoreen. Liuos siirretään sitten säilytyssäiliöön, jossa lämpötila pidetään ennallaan 50-55 °C ennenaikaisen geeliytymisen estämiseksi säilyttäen samalla oikean viskositeetin kastamista varten.
Kovan kapselin valmistuksen ydin on upotusmuovausprosessi. Ruostumattomasta teräksestä tai messingistä valmistetut tapit - tarkkuustyöstetty kunkin kapselin koon tarkkoihin mittoihin (koko 000 - koko 5, vastaavat tilavuudet 1,37 ml:sta 0,13 ml:aan) - on järjestetty tankoiksi, joissa kussakin on satoja tappeja. Nämä tapitangot puhdistetaan, tarkastetaan ja esivoidellaan irrotusaineella (yleensä setrimidiin tai vastaaviin aineisiin perustuva muottivoiteluaine) kapselin poistamisen helpottamiseksi.
Tappitangot upotetaan sitten lämpötilasäädeltyyn gelatiiniliuokseen. Kastosäiliötä huolletaan klo 45-50 °C varmistaaksesi, että gelatiini peittää neulat tasaisesti. Rungon tapit ja kannen tapit kastetaan erikseen, koska niillä on hieman erilaiset mitat – korkin halkaisija on hieman suurempi, jotta runko voi liukua sisään ja lukkiutua yhdistämisen aikana. Upotussyvyys ja poistonopeus ovat tarkasti säädetyt tasaisen vaipan seinämän paksuuden saavuttamiseksi 0,09 - 0,12 mm .
Välittömästi kastamisen jälkeen tapit käännetään ylösalaisin ja kierretään hitaasti. Tämä pyöritys varmistaa gelatiinikalvon tasaisen jakautumisen koko tapin pinnalle estäen kasaantumisen kärjessä. Tämän vaiheen aikana ylimääräinen gelatiini valuu takaisin kastosäiliöön, mikä vähentää materiaalin hukkaa.
Pinnoitetut tapit kulkevat sarjan kuivausuunien läpi, joissa ilmastoitu ilma, jonka lämpötila ja kosteus on tarkasti säädelty, ohjataan gelatiinikalvon päälle. Kuivausolosuhteet ovat tyypillisesti 20–25°C suhteellisen kosteuden ollessa 30–45 % . Liian nopea kuivuminen aiheuttaa halkeilua; riittämätön kuivaus jättää kuoret pehmeiksi ja tahmeiksi. Nykyaikaisen automatisoidun koneen kuivaustunneli voi olla Tehollinen pituus 30-50 metriä , jossa on useita lämpötila- ja kosteusvyöhykkeitä, jotta saavutetaan asteittainen, tasainen kuivuminen. Tämä vaihe kestää yleensä 30-40 minuuttia tunnelin kokonaisviipymisajasta.
Kun se on kuivattu oikeaan kosteuspitoisuuteen (yleensä 13-16 % w/w tässä vaiheessa), puolijäykät gelatiinikuoret irrotetaan mekaanisesti tapeista käyttämällä kumisia irrotusleukoja, jotka tarttuvat ja vetävät kuoren pois vääristymättä. Tämä on kriittinen vaihe – kaikki tapin pinnan epäsäännöllisyydet tai riittämätön voitelu aiheuttavat repeytymistä tai vääristymiä tässä vaiheessa.
Kuorituilla kuorilla on epätasainen avoin pää (pää, joka oli tapin kärjessä). Tarkkuuspyörivät veitset leikkaavat jokaisen kuoren tarkasti määritettyyn pituuteen. Kovan gelatiinikapselin kansi ja rungon pituudet on määritelty vakiona – esimerkiksi koon 0 kapselin rungon pituus on 18,0 mm ja korkin pituus 11,7 mm (likimääräiset vakiomitat; tarkat tiedot vaihtelevat valmistajan mukaan). Trimmaustarkkuus on tyypillisesti ±0,3 mm.
Leikatut rungot ja korkit syötetään liitososaan, jossa ne on esilukittu: runko liukuu korkkiin esilukitusasentoon pitäen ne yhdessä tyhjinä kuorina käsittely- ja täyttötoimenpiteiden aikana. Esilukitut kapselit voidaan erottaa helposti täyttökoneilla täyttöä varten, minkä jälkeen ne suljetaan kokonaan täytön jälkeen. Liitosmekanismi käyttää ohjaimia ja nokkaseuraajia työntämään runko korkkiin kontrolloidulla syvyydellä.
Valmiit tyhjät liivatekapselin kuoret kulkevat automatisoitujen tarkastusjärjestelmien läpi, jotka on varustettu kameroilla ja antureilla, jotka havaitsevat näkyvät viat – reikiä, kaksoiseinämiä, halkeamia, kolhuja ja värien epäjohdonmukaisuuksia. Hyvin hoidettujen nykyaikaisten linjojen hylkäysprosentit ovat tyypillisesti alle 0,5 % . Hyväksytyt kuoret pakataan irtotavarana polypusseihin pahvilaatikoihin ja varastoidaan valvotuissa olosuhteissa. 15–25 °C ja 35–65 % suhteellinen kosteus säilyttää kuoren eheyden säilyvyysajan (tyypillisesti 3–5 vuotta).
Kovia gelatiinikapseleita valmistetaan standardoituina kokoina, joista jokainen vastaa määriteltyä täyttötilavuuskapasiteettia. Oikean koon valinta on kriittinen muotoilupäätös.
| Kapselin koko | Arvioitu täyttötilavuus (ml) | Tyypillinen täyttöpaino (mg) tiheydellä 0,8 g/ml | Yleiset sovellukset |
|---|---|---|---|
| 000 | 1.37 | ~1100 | Suuriannoksiset eläinlääketiede, ravintoaineet |
| 00 | 0.91 | ~730 | Kalaöljy, yrttiuutteet |
| 0 | 0.68 | ~545 | Yleisin OTC-lisäkoko |
| 1 | 0.50 | ~400 | Pharmaceutical Rx -tuotteet |
| 2 | 0.37 | ~295 | Keskiannoksen formulaatiot |
| 3 | 0.27 | ~215 | Tehokkaat API:t, lasten valmisteet |
| 4 | 0.21 | ~165 | Erittäin voimakkaat lääkkeet |
| 5 | 0.13 | ~105 | Vastasyntyneiden ja mikroannostelu |
Pehmeät gelatiinikapselit (pehmeät geelit) valmistetaan käyttämällä pyörivä muotin kapselointiprosessi , jonka keksi Robert Pauli Scherer vuonna 1933. Toisin kuin kovan kapselin valmistuksessa, softgel-prosessi muodostaa kuoren ja kapseloi täytemateriaalin samanaikaisesti jatkuvassa toiminnassa.
Lämmin gelatiinimassa (sisältää gelatiinia, pehmitintä - tyypillisesti glyseriiniä ja/tai sorbitolia 20-30 % liivatteen kuivapainosta - ja vettä) levitetään jäähdytettyihin valurumpuihin, jolloin muodostuu tyypillisesti kontrolloidun paksuisia jatkuvia gelatiininauhoja. 0,5-1,2 mm paksu . Kaksi nauhaa muodostetaan samanaikaisesti - yksi kumpaakin kapselin puoliskoa kohti.
Kaksi gelatiininauhaa syötetään vastakkaisilta puolilta pyörivään muottimekanismiin, joka koostuu kahdesta vastakkain pyörivästä muottirullasta. Nauhojen lähentyessä suulakkeissa täytemateriaalia (nestettä, suspensiota tai tahnaa) ruiskutetaan täyttöpumpusta nauhojen väliin sijoitetun kiilanmuotoisen ruiskutusmekanismin kautta. Muotit leimaavat ja sulkevat gelatiinin täytemateriaalin ympärille käyttämällä lämpöä ja painetta - tyypillisesti 37-40°C muotin pinnalla - samalla kun leikkaat kapselin nauhasta. Tämä tuottaa hermeettisesti suljetun kapselin yhdellä toimenpiteellä.
Juuri muodostuneet softgeelit sisältävät 30-40% kosteutta ja täytyy kuivata. Ne siirretään kuivausrumpuihin – suuriin pyöriviin tynnyreihin, joissa on vakioitu ilmavirta –, jossa ne rullaavat jatkuvasti 2-4 tuntia estämään tarttumista ja edistämään tasaista kuivumista. Myöhempi alustan kuivaus voi jatkua 24-48 tuntia valvotuissa ympäristöissä, kunnes kuori saavuttaa tasapainokosteuspitoisuuden noin 6-10 % w/w .
Pehmeän gelatiinikapselin täytteen tulee olla nestemäistä tai puolikiinteää käsittelylämpötiloissa. Softgel-täytteen kanssa yhteensopimattomia materiaaleja ovat:
Hydroksipropyylimetyyliselluloosa (HPMC) -kapselit, joita kutsutaan myös kasvis- tai vegaanikapseleiksi, ovat saavuttaneet merkittävän markkinaosuuden vaihtoehtoina gelatiinikapseleille erityisesti kasvissyöjille, vegaaneille, halal- ja kosher-kuluttajille suunnatuissa tuotteissa. HPMC-kapseleiden valmistusprosessissa käytetään samaa upotusmuovausperiaatetta, mutta merkittävin eroin.
| Parametri | Gelatiini kapseli | HPMC kapseli |
|---|---|---|
| Kuoren materiaali | Eläinperäinen gelatiini | Kasviperäinen selluloosapolymeeri |
| Liukenemisaika (vatsassa) | 3-10 minuuttia | 15-30 minuuttia |
| Kosteusherkkyys | Korkea (hauras alle 12 % RH, pehmeä yli 65 % RH) | Matalampi – vakaampi koko RH-alueella |
| Yksikkökohtainen hinta | 0,01–0,05 dollaria | 0,03–0,10 dollaria (noin 2–3 kertaa korkeampi) |
| Täyttönopeuden yhteensopivuus | Erinomainen – toimii kaikilla tavallisilla täyteaineilla | Hyvä – saattaa vaatia nopeuden säätöjä |
| Ristisilloittumisriski | Kyllä – aldehydit ja pelkistävät sokerit voivat silloittaa kuoren | Ei – ei altis silloittumiselle |
| Ruokavalion soveltuvuus | Ei sovellu vegaaneille/kasvissyöjille | Sopii kaikkiin ruokailutottumuksiin |
Yksi käytännössä merkittävimmistä haasteista gelatiinikapseleiden valmistuksessa ja formuloinnissa on kuoren silloitus — kemiallinen reaktio, jossa aldehydiä sisältävät yhdisteet (apuaineista, täytemateriaaleista tai pakkauksista) reagoivat gelatiinin proteiiniketjujen aminoryhmien kanssa muodostaen kovalenttisia sidoksia, jotka tekevät kuoresta jäykän ja liukenemista kestävän.
Silloitetut gelatiinikuoret voivat läpäistä alkuperäisen liukenemistestin, mutta epäonnistua sen jälkeen Säilytysaika 3-6 kuukautta aiheuttaen vakavan biologisen hyötyosuuden riskin, jota ei usein havaita ennen kuin stabiilisuustutkimukset ovat hyvin käynnissä. USP:n kaksitasoinen liukenemistesti kehitettiin erityisesti tätä varten: kapselit, jotka eivät läpäise standardinmukaisia liukenemiskriteerejä, testataan uudelleen entsyymien (pepsiini tai pankreatiini) läsnä ollessa sen määrittämiseksi, onko ristisilloittuminen syynä.
Tunnettuja gelatiinikapselijärjestelmien silloittamisen laukaisimia ovat:
Lieventämisstrategioita ovat laktoosin korvaaminen ei-pelkistävissä sokereilla (esim. mannitolilla tai mikrokiteisellä selluloosalla), kuivausaineiden ja inerttien yläilmakaasujen käyttäminen pakkauksissa, HPMC-kapseleiden valitseminen aldehydille herkille formulaatioille ja nopeutetun stabiilisuustestin suorittaminen 40°C/75 % RH 6 kuukauden ajan vakioprotokollana.
Lääketeollisuutta toimittavien kapselien valmistajien on toimittava cGMP (nykyinen hyvä valmistuskäytäntö) FDA 21 CFR Parts 210/211 (US), EudraLex Volume 4 (EU) tai vastaavissa kansallisissa ohjeissa määriteltyjä määräyksiä. Gelatiinikapselituotannon laadunvalvontajärjestelmä kattaa useita ulottuvuuksia:
Tavallisten kovien ja pehmeiden gelatiinikapseleiden lisäksi kapseliteollisuus on kehittänyt erikoistuneita muunnelmia tiettyjen lääkkeiden annosteluvaatimusten täyttämiseksi. Nämä muutokset otetaan käyttöön joko kuoren valmistuksen aikana tai jälkikäsittelynä.
Vakiogelatiinikapselit liukenevat nopeasti mahahappoon (pH 1–2). Lääkkeille, jotka ovat happolabiileja tai jotka on kuljettava suolistossa, gelatiinikapselit päällystetään täytön jälkeen enteropolymeereillä, kuten esim. hydroksipropyylimetyyliselluloosaftalaatti (HPMCP), selluloosa-asetaattiftalaatti (CAP) tai Eudragit L100 . Nämä päällysteet pysyvät ehjinä mahalaukun pH:ssa alle 5,0, mutta liukenevat suolen pH:ssa yli 5,5–6,0, mikä mahdollistaa kohdistetun suoliston vapautumisen.
Kovat gelatiinikapselit voidaan täyttää nestemäisillä tai puolikiinteillä formulaatioilla – teknologialla, joka yhdistää kovien kapseleiden valmistuksen yksinkertaisuuden pehmeisiin geeleihin perinteisesti liittyviin hyötyosuusetuihin. Kovien kapseleiden nestemäisten täytteiden tulee olla vedetön tai sisältää alle 10 % vettä kuoren pehmenemisen estämiseksi. Täytön jälkeen kapselit suljetaan nauhalla (gelatiininauhalla korkin ja rungon liitoksen ympärille), kuumasaumauksella tai kehruuhitsauksella. Tämä muoto on osoittautunut erityisen hyödylliseksi parantamaan BCS-luokan II ja IV huonosti liukenevien lääkkeiden biologista hyötyosuutta lipidipohjaisten lääkekuljetusjärjestelmien (LBDDS) avulla.
HPMC:n lisäksi vaihtoehtoisia kuorimateriaaleja on saatavana tiettyihin sovelluksiin. Pullulan-kapselit (valmistettu fermentoidusta tapiokasta) tarjoavat erinomaiset happisulkuominaisuudet - hapen siirtymisnopeudet noin 10 kertaa vähemmän kuin gelatiini — tekee niistä sopivia erittäin hapettumisherkille täytemateriaaleille. Tärkkelyspohjaiset kapselit ovat toinen eläinvapaa vaihtoehto, mutta niitä käytetään harvemmin suuremman haurauden ja prosessointihaasteiden vuoksi.
Itse gelatiinikapselin kuorta ei tyypillisesti käytetä modifioidun vapautumisen saavuttamiseen - tämä toiminto on yleensä sisäänrakennettu täytteeseen (päällystetyt pelletit, minitabletit, kontrolloidusti vapautuvat rakeet). Gelatiinikapseli on kuitenkin ihanteellinen säiliö useiden eri vapautumisprofiilien omaavien pellettipopulaatioiden sijoittamiseen. Esimerkiksi koon 0 kova gelatiinikapseli voi sisältää sekoituksen välittömästi vapautuvia ja 8 tunnin pitkitetysti vapauttavia pellettejä yhdessä kapselissa luoden kaksivaiheisen vapautumisprofiilin yksinkertaisesta valmistusvaiheesta.
Tyhjä gelatiinikapselin kuori on vain osa tarinaa. Täyttöprosessi, joka suoritetaan lääkevalmistajissa, sopimuskehitys- ja valmistusorganisaatioissa (CDMO) tai sekoitusapteekeissa, on yhtä kriittinen lopputuotteen laadun kannalta.
Teolliset kapselitäyttöaineet (valmistajien, kuten IMA, Bosch/Syntegon ja MG America) toimivat jatkuvalla tai jaksoittaisella liikkeellä. Ne avaavat esilukitut kapselin kuoret, täyttävät kehon annoksella jauhetta, pellettejä tai nestettä ja sitten sulkevat ja poistavat täytetyn kapselin. Nopeiden pyörivien täyteaineiden tehot vaihtelevat 150 000 - 500 000 kapselia tunnissa . Painon vaihtelun hallinta saavutetaan automaattisilla tarkistusvaaoilla, jotka hylkäävät tyypillisesti määritellyn toleranssin ulkopuolella olevat kapselit ±5 % tavoitetäyttöpainosta jauhetäytteisiin.
Pienissä erissä sekoittamiseen tai kliinisen kokeen valmistukseen kapselien täyttölevyt (Torpac, Kapselikone) mahdollistavat kapselin manuaalisen täyttämisen 50-300 kapselia erää kohden . Puoliautomaattiset työpöydän täyttöaineet täyttävät aukon, käsittelyn 5 000 - 50 000 kapselia tunnissa ja ne ovat yleisiä pienimuotoisessa lääketoiminnassa ja erikoisseosten valmistuksessa.
Kovan gelatiinikapselin täytön on tapahduttava valvotuissa ympäristöissä. Kriittisin parametri on suhteellinen kosteus: gelatiinikuorista tulee liian hauraita käsitellä alla 30 % RH ja yläpuolella liian pehmeä ja tahmea 60 % RH . Täyttöhuoneen vakioolosuhteet ovat 20–25 °C ja 40–55 % suhteellinen kosteus . Kosteissa ilmastoissa tilojen täyttäminen vaatii aktiivisen kosteudenpoiston validoiduilla LVI-järjestelmillä.
Lääkeyhtiöiden, ravitsemustuotemerkkien ja CDMO:n kohdalla oikean gelatiinikapselin toimittajan valinta edellyttää useiden eri ulottuvuuksien arviointia tuhannen kapselin perushinnan lisäksi.
Sähköpostiosoitettasi ei julkaista. Pakolliset kentät on merkitty *
Jos haluat lisätietoja tuotteistamme, ota rohkeasti yhteyttä, niin autamme sinua.

